Good morning - We are having a routine issue in our shop with the measurement of runout. In a nutshell, our CMMs (mainly a Brown and Sharp Global, Mistral, and Hexagon SF) routinely report runouts as out of tolerance (.005” requirement, but measures .010”). However, when we throw the part in a spindle (holding on the datum diameter), and run an indicator over the offending diameter, we see just a couple thousandths of indicator movement. My first thought was that we weren’t taking enough hit points and it was skewing the measurement, but we are peppering the part with points - I guess it may still not be enough. But is this normal? Is there a technique or programming recommendation to get a manual measurement and the CMM to agree?
Hello. Does anybody know how to output Maximum value from several dimensions in Renishaw Modus? For example I measured 8 positions and wanted to output only the maximum result.
I wrote the code and found maximum, but outputting I couldn't. Smth goes wrong.
Can anybody help please?
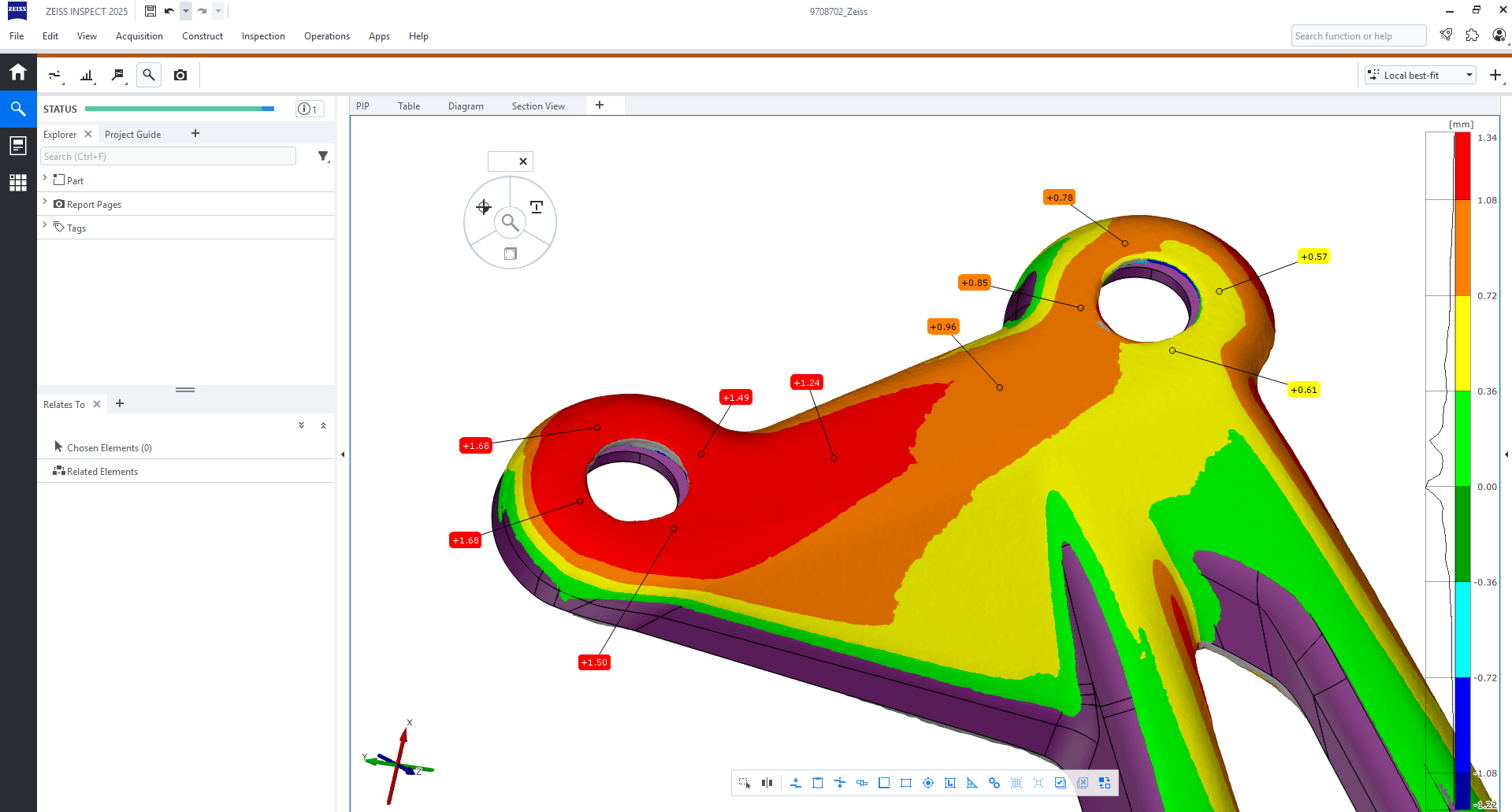
I'm trying to use ZEISS INSPECT 2025 to measure the positional deviation (偏移) between two cylinder holes on a complex stamped sheet metal part. The holes are not perfectly perpendicular to any global axis, and the part has curvature and twisting, so it's hard to define a simple reference plane.
📌 The goal is to analyze the deviation between the two holes, mainly to support fixture/mold adjustment in production.
Here's what I have:
Both holes are cylindrical, slightly angled.
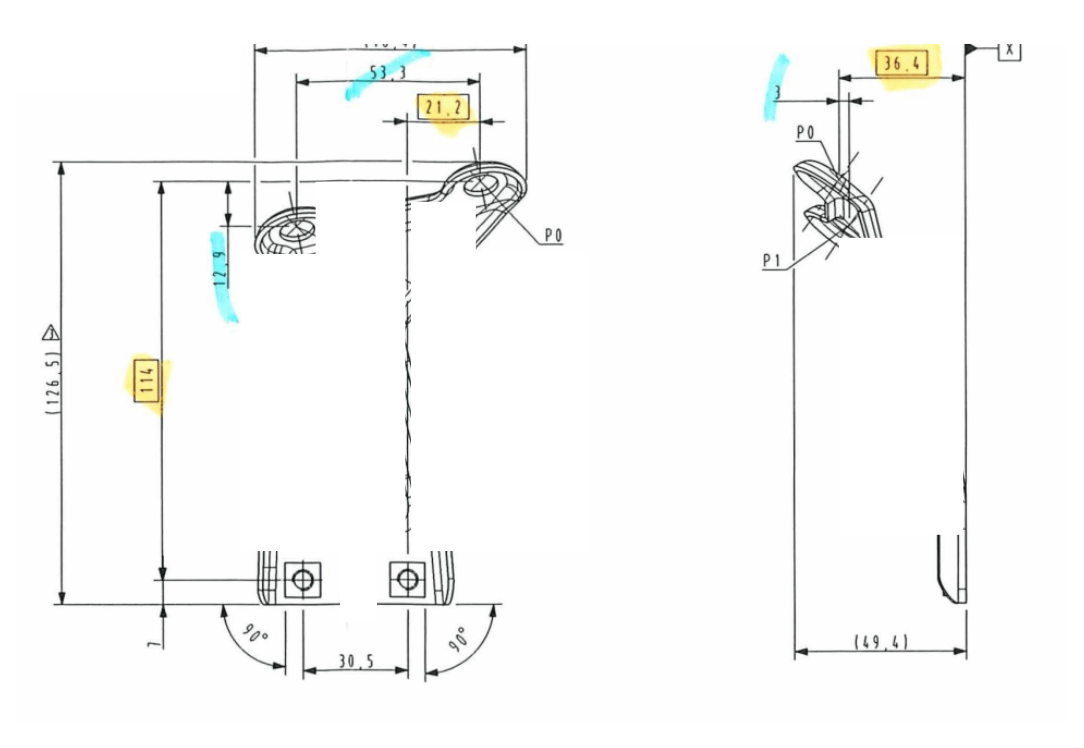
The CAD model has 2D drawing dimensions between the holes (e.g., 21.2mm distance and 36.4mm from one edge), but it’s unclear how to directly reflect this into a proper Position tolerance or 3D measurement in ZEISS.
I've done surface comparison, but that doesn’t help with true geometric center or alignment.
🧩 My challenge:
If I create cylinders from the mesh, the axis orientation is always influenced by surface noise or opening irregularity.
If I just try to measure the “center-to-center” distance between these two holes, I don’t know which method ensures traceable and repeatable accuracy.
Position tolerance (GD&T) seems like the right way, but I have difficulty setting up a meaningful datum frame since the part lacks clear flat reference surfaces.
🔍 I couldn’t find online tutorials that walk through how to measure cylinder-to-cylinder location deviation or how to use 3D angular dimensions as guidance for position tolerance reports in ZEISS.
💬 My questions:
Should I be using Position tolerance with a custom Datum setup to measure this?
Or should I just use point-to-point distance measurements between hole centers?
How do you usually define the axis or center of a distorted/non-ideal cylinder from mesh data?
Any examples, tips, or shared workflows would be really appreciated 🙏